


1-Factors Affecting Marking Efficiency
For a fixed marking pattern, the factors affecting the marking efficiency can be divided into the equipment itself and processing materials. From these two factors, it can be subdivided into different aspects:
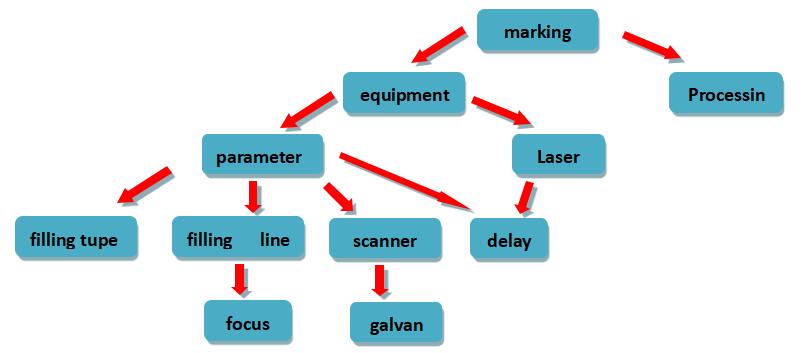
Therefore, the filling type, field mirror (filling line spacing), galvanometer (scanning speed), delay, laser, and processing material that ultimately affect the marking efficiency.
2-Measures to improve marking efficiency
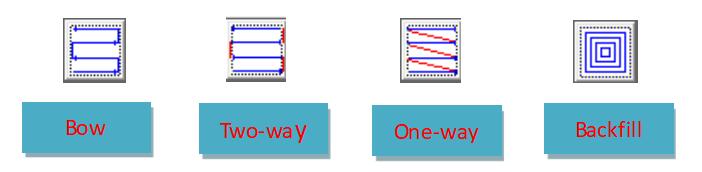
1. Select the appropriate filling type
Bow filling: The marking efficiency is the highest, and sometimes there are problems of connecting lines and unevenness. When marking thin graphics and fonts, the above-mentioned problem will not occur, and bow filling is preferred.
Two-way filling:Â The marking efficiency is second, and the effect is good.
One-way filling: The marking efficiency is the slowest, and it is rarely used in actual processing.
Backfill: It is only used when marking thin graphics and fonts, and the efficiency is similar to that of bow fill.
Summary: In the case of not requiring detailed effects, using bow fill can improve marking efficiency. Bi-directional filling is the best choice for guaranteed effect and efficiency.
2. Choose the right field lens
The larger the focal length of the field lens, the larger the focused spot, and under the same spot overlap ratio, the spacing between the filling lines can be increased, thereby improving the marking efficiency.
Focus spot diameter: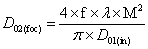
Remarks: The larger the field lens, the smaller the power density, so increase the spacing between the filling lines while ensuring enough marking energy.
Power Density:

3. Choose a high-speed galvanometer
For ordinary galvanometers, the maximum scanning speed can only reach 3000-5000mm/s; for high-speed galvanometers, the maximum scanning speed can reach more than 15000mm/s, which effectively improves the marking efficiency. In addition, when using ordinary galvanometers to mark small graphics or fonts, deformation is easy to occur, and the scanning speed must be reduced to ensure the effect.
4. Set the appropriate delay
Different filling types are affected by different delays, so reducing the delay unrelated to the filling type can improve the marking efficiency.
Bow fill, back fill: Mainly affected by the corner delay, it can reduce the turn-on delay, turn-off delay, and end delay.
Two-way filling, one-way filling: mainly affected by the delay of turning on and turning off the light, it can reduce the corner delay and end delay.
Note: Thick graphics and fonts are less affected by the delay, and the delay can be appropriately reduced. Thin graphics and fonts are greatly affected by the delay, and the delay can be appropriately increased.

5. Choose the right laser
For the laser that can be used for the first pulse, adjust the height of the first pulse, and the light-on delay can be 0. For the two-way filling and one-way filling, which often switch the light, the marking efficiency can be effectively improved.

6. Processing materials
For example: good (thick oxide layer, uniform oxidation, no wire drawing, fine sandblasting) anodized aluminum, when the scanning speed reaches two or three thousand millimeters per second, it can also produce a very black effect; poor aluminum oxide, the scanning speed only a few hundred millimeters per second. Therefore, suitable processing materials can effectively improve the marking efficiency.
7. Other measures:
a. Check “Equally distribute fill lines”;
b. For the marked graphics and fonts, “enable outline” and “walk while walking” can be removed;
c. If the effect allows, you can increase the “Jump Speed” of “Advanced” and reduce the “Jump Delay”;
d. When marking a large range of graphics, it can be properly divided into several parts to fill, which can effectively reduce the jumping time and improve the marking efficiency.
Post time: Mar-07-2022



