

Follow these principles when welding:
①The thicker the plate, the thicker the welding wire, the greater the power, and the slower the wire feeding speed.
②The lower the power is, the whiter the welding surface will be, and the higher the power will be, the welding seam will change from color to black, and one side will be formed at this time.
③ The thickness of the welding wire should not be greater than the thickness of the plate, and the thickness of the welding wire should affect the fullness of the weld.
④The thinner the wire, the lower the scanning width.
Affected by different equipment configurations, the following processes use the following laser proofing tests, which are for reference only, and need to be fine-tuned when using.
|
Welding Process Parameters |
|||||||
|
Materials |
Thickness |
Wire Diameter |
Swing Width |
Swing Speed |
Laser Power |
Laser Duty Cycle |
Gas Flow |
|
Stainless steel/Carbon Steel |
1.0mm |
0.8mm |
1.0~2.0mm |
300~400mm/s |
300~500W |
100% |
10~15L/min |
|
1.5mm |
1.0mm |
1.5~2.5mm |
300~400mm/s |
500~700W |
100% |
10~15L/min |
|
|
2.0mm |
1.0/1.2mm |
2.0~3.5mm |
300~400mm/s |
700~900W |
100% |
10~15L/min |
|
|
3.0mm |
1.2/1.6mm |
2.5~4.0mm |
300~400mm/s |
900~1200W |
100% |
10~15L/min |
|
|
4.0mm |
1.2/1.6mm |
2.5~4.0mm |
300~400mm/s |
1200~1600W |
100% |
10~15L/min |
|
|
5.0mm |
1.6mm |
3.0~5.0mm |
300~400mm/s |
1600~2000W |
100% |
10~15L/min |
|
|
6.0mm |
1.6mm |
3.0~5.0mm |
300~400mm/s |
1800~2000W |
100% |
10~15L/min |
|
|
Aluminum Alloy |
1.0mm |
0.8/1.0mm |
1.0~2.0mm |
150~300mm/s |
700~950W |
100% |
10~15L/min |
|
1.5mm |
1.0mm |
1.5~2.5mm |
150~300mm/s |
900~1100W |
100% |
10~15L/min |
|
|
2.0mm |
1.0/1.2mm |
2.0~3.5mm |
150~300mm/s |
1000~1300W |
100% |
10~15L/min |
|
|
3.0mm |
1.0/1.2mm |
2.5~4.0mm |
150~250mm/s |
1300~1600W |
100% |
10~15L/min |
|
|
4.0mm |
1.2/1.6mm |
2.5~4.0mm |
150~250mm/s |
1800~2000W |
100% |
10~15L/min |
|
|
Remark |
The above are only recommended parameters (or directional guidance for parameter adjustment). Due to the different actual welding products of customers, they need to be adjusted flexibly according to the actual situation.
1. Aluminum alloy: the welding must be adjusted to the laser focus position (the position with the strongest laser energy); 2. Galvanized sheet: the "zinc layer" at the weld must be completely removed before welding (if it is not removed or not removed cleanly, the phenomenon of "explosion" will occur, and the weld will not be formed), the process parameters refer to stainless steel; 3. Titanium alloy: refer to stainless steel for process parameters (the power needs to be appropriately reduced), gas protection is very important (if the protection effect is not good, the weld bead will turn black, blue or yellow, and the weld will be rough and not smooth after welding) ; 4. Shielding gas: recommended argon (argon must be used for welding titanium alloys), purity: not less than 99.99% (argon pressure reducing valve should be used at the gas cylinder, nitrogen pressure reducing valve cannot be used, because the valve accuracy of nitrogen pressure reduction is not enough, which affects the protection effect); 5. Focus offset of the welding head: if the copper nozzle of the welding head is placed against the workpiece, at the exit of the copper nozzle, when the red light spot is the smallest, the focus offset of the welding head is about "zero", and the stainless steel tube behind the copper nozzle is rotated, the focus offset of the welding head can be adjusted. |
||||||
Example: 0.5mm stainless steel inner corner welding
0.8mm stainless steel wire: scanning speed 350mm/s, scanning width 2mm, peak power 350w, duty cycle 100%, frequency 2000Hz.
When the light comes out, it penetrates the plate, and the deformation is very large, so we reduce the power to deal with it.
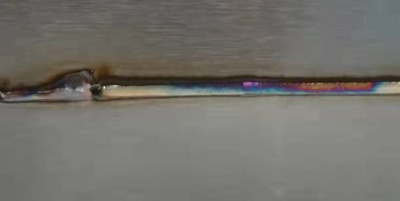
0.8mm stainless steel wire: scanning speed 350mm/s, scanning width 2mm, peak power 260w, duty cycle 100%, frequency 2000Hz. The amount of deformation has been reduced, but it is still easy to burn through when the light is first emitted, so we continue to reduce the power.

0.8mm stainless steel wire: scanning speed 350mm/s, scanning width 2mm, peak power 2060w, duty cycle 100%, frequency 2000Hz.
The effect is as follows ①, increase the width to 3mm, the effect is as shown ②.


Post time: Jun-20-2022



