

First:Red beam adjustment
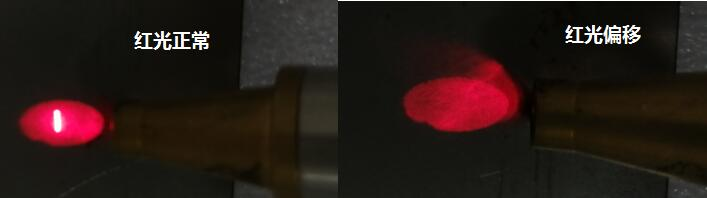
Normal Offset
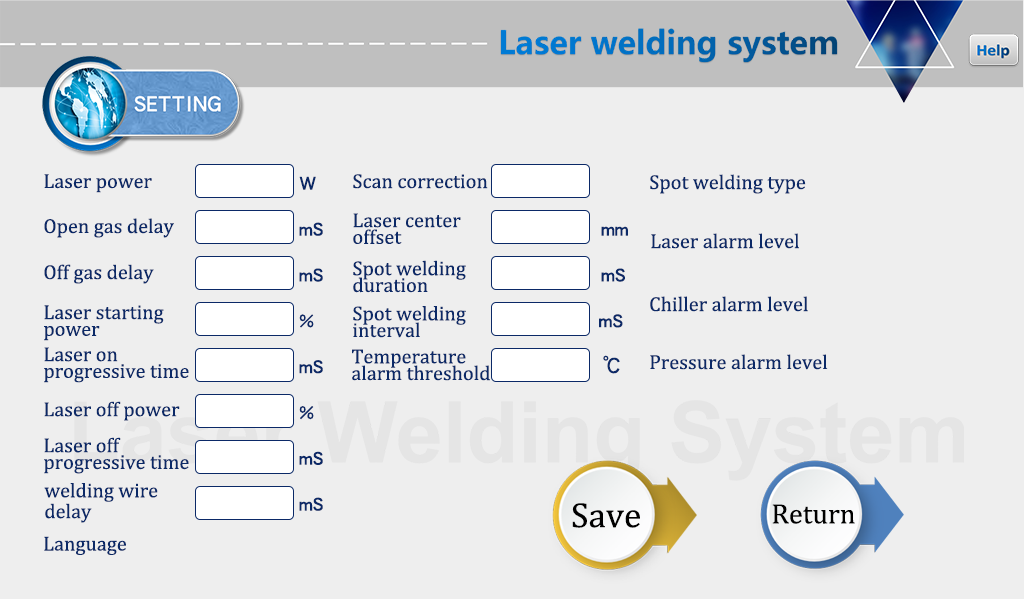
1. If the red beam is slightly shifted left and right, you can set the offset value through the welding software interface and adjust the red beam to the center of the nozzle.
Software setting (left and right adjustment): fine-tune by setting the laser center offset on the interface, negative values to the right, positive values to the left, this method can be used to fine-tune the left and right.
2. If the red beam is offset up and down or the offset position is large, it is necessary to adjust the mechanical structure of the welding head.
1) Before performing mechanical adjustment, be sure to set the set center offset to 0.
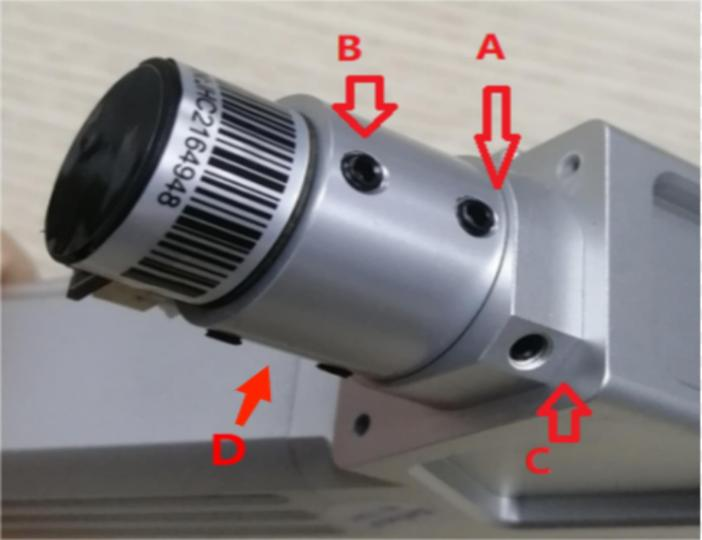
2) First look at the structure.
3) The A and B screws adjust the red beam to move up and down: first loosen the screws on both sides of D at the bottom, tighten the B screw and the red beam moves up, and tighten the A screw to move the red beam down.
4) The D screw adjusts the red beam to move left and right: two screws on both sides of the D position, tighten the left screw to move the red beam to the right, tighten the right screw to move the red beam to the left.
5) The motor can be removed by loosening the C screw, which is generally used to replace the reflector of the welding head (do not need to be removed if it is not necessary).
Second:Focus adjustment
1.Normally, use 0 focus position welding
0 Focus position: the spot with the smallest spot diameter, the spot with the largest and strongest energy (can be judged by the thickness of the red spot).
Negative offset position: the diameter of the spot is slightly larger, the farther away from the focus, the larger the spot, and the negative. offset is too large, the laser is easy to hit the nozzle and burn out the nozzle.
Positive offset position: the diameter of the spot is slightly larger, and the farther away from the focus, the larger the spot.

Negative offset 0 Focus Positive offset
(Note: At the 0 focus position, the welding spark has the largest spatter and the clearest sound.)
2.Focus adjustment method
1) Loosen the fixed nut ring of the scale rod, adjust the scale rod by telescopic front and rear, so that the thinnest position of the red light spot is at the nozzle outlet, and fix the fixed nut ring;
2) The laser power is set to about 300W, the welding nozzle is close to the stainless steel plate, and the light is welded to determine whether the welding spark is the largest;
3) Fine-tune the telescopic rod back and forth, and repeat the light welding until the welding spark is the strongest and the loudest position, which is the 0 focus position, and the nut ring is fixed.
Post time: May-09-2022



